





Education Director, SAISC
The first part of this article appeared in Steel Construction Issue No. 3 and described in general terms what the impact of using the newest EN codes for bolt grades and types has and is having on bolts and bolting in South Africa when compared to current/ previous South African practice. The second part is very technical and goes into a fair amount of the detail of the new specifications and should be read only by those who need to have a reasonably good technical understanding of the issues.
ISO EN 898-1: SCOPE AND THE REQUIREMENTS
Table 2 defines the steels and chemical compositions of the bolts classes and tempering temperature.
Table 3 defines the mechanical and physical properties required for the higher classes i.e. 8.8, 10.9 and 12.9 i.e. what we would use for structural steel connections.
Tensile strength (Table 4 gives actual minimum failure load by diameter and class grade)
Stress at 0.2% non-proportional elongation (defined yield strength)
Stress under proof load (defined in tables 5 and 7) and the ratio to tensile strength
Percentage elongation
That the head shall be ‘sound’ i.e. no fracture acceptable
Minimum and maximum ‘core’ hardness expressed in either Vickers hardness, or Brinell hardness or Rockwell.
Surface hardness which is allowed to be 30 Vickers units above core hardness (maximum) and very clearly defines the maximum hardness permitted for the various classes. There are various other bits of information in the table relating to carburizing and de-carburizing of the threads. This means the migration of carbon to or from the thread surface during heat treatment and where and how to test for this phenomena. (More detail to follow in a later article).
Impact strength (Charpy notch test) to be done at -20°C and have a minimum value of 27 joules.
Tables 4, 5, 6 & 7 specify the actual loads required for ultimate and proof loads by diameter and by coarse or fine thread. (By calling up a load, the calculation of the effective diameter has been done elsewhere.)
Clause 8 covers the “Applicability of test methods”. Some tests will be done on a finished bolt; others will be done on a machined coupon from a bolt.
The fact that non-standard heads of bolts means that the failure is not likely to occur in the thread but in the head itself is taken account of in the specifications. (typically countersunk or round head bolts refer).
Table 8 covers ‘complete bolt’ tests, by diameter and class. It applies to structural size bolts and shows which tests are / can be used to assess the requirements of Table 3 (mechanical properties).
Table 12 covers requirements for when a machined sample is cut out of a bolt.
Tables 9, 10 and 11 relate to studs and other non-standard bolts. Clause 9 covers 15 different test procedures. The test methods and what they are used for etc. are covered in this chapter.
The hardness issues (definitive comments):
As previously stated, par 9.9 covers the hardness test requirements. It starts off with the following quote: “The purpose of the hardness test is
– for all fasteners that cannot be tensile tested-to determine the hardness of the fastener
– for fasteners that can be tensile tested – to determine the hardness of the fastener in order to check that the hardness is not exceeded.”
Hardness can be determined on a suitable surface (prepared suitably) or on a transverse section 1 diameter in from the end of the bolt. In a dispute only the latter readings are definitive.
So ultimately what the document requires of bolt materials is: The material must conform in every way required by table 3.
If the other tests are not possible (E.g tensiles, elongation, Charpy etc) then the hardness test rules. (You will see below that ISO EN 14399 which covers bolts for pre-tensioning contradicts the requirements for ISO 3269 Fasteners – Acceptance Inspection which does permit in some instances a very small percentage of ‘lack of conformance’ and what extra testing is required should tests find these situations).
But even if all the other tests conform and hardness is exceeded then the bolt is deemed to have failed the requirements of 898-1.
ISO EN 14399: WE WILL NOW LOOK AT THE REQUIREMENTS OF THE VARIOUS SECTIONS OF ISO EN 14399 THAT WILL COMMONLY APPLY TO SOUTH AFRICAN CONDITIONS
Part 1: General requirements
The introduction and contents of Table 1 are described in the general comments of Part 1 of this article (See Steel Construction Vol. 35. Issue no 3 page 34). Definitions: Assembly comprises matching bolt nut and necessary washer(s)
 Clause 3 sets about defining the differences between a
Clause 3 sets about defining the differences between a
I. ‘manufacturing lot’ i.e. a batch of bolts using input material from a single cast to make bolts of one size (diameter and length), from one class grade processed through the same or similar steps at the same time or continuous time period through the same heat treatment processes (continuous system without change or batches in identical procedures). It is permitted to split the lot
into a number of manufacturing batches and re-combine them into a lot.
II. ‘assembly lot’ assemblies bolts, nuts and washers are respectively supplied from a single manufacturing lot.
III. ‘extended assembly lot’ this is a manufacturing lot where the component that mainly influences the results of the suitability tests (described below) is combined with the other components from the same supplier chosen by a documented method.
NOTE: The component with the main influence is determined on the basis of the test results.
Clause 4.1 covers ordering requirements:
a) Quantities
b) Product designation
c) K-class (friction between nut thread and bolt threads). Default case k0 applies (See below 14399-2 figure 3)
d) Other special requirements (low temperature etc.)
Clause 4.2.2 states those nuts shall be galvanized before they are threaded. Nuts shall not be re-threaded.
Clause 4.2.3 states that for 10.9 class bolts that are to be coated, steps are to be taken during the manufacturing process to reduce the risk of hydrogen embrittlement and that the threads shall be ‘rolled threads’ for this class grade. (This would have implications for holding down bolts which are made from an EN material heat treated to be the equivalent of grade 10.9. Standard practice in SA is that typically HD bolts are made from a suitable EN8 or EN19 round bar, the threads are cut, not rolled, and then the bars are heat treated to produce the desired tensiles and other mechanical properties. Bad welding practice using these steels has led to numerous problems in the past.)
Clause 4.2.4 covers finish and coating and specifically states that hot dip galvanizing “shall be under the control of the manufacturer of the assemblies” (i.e. it is not permitted to buy ‘black bolts’ from a bolt supplier and send them for galvanizing.)
Clause 4.3 covers delivery conditions (not a surprising clause as traceability is a requirement for these bolts):
Supplied in un-opened sealed container(s) as packed by the manufacturer of the assemblies (The implication here is that a bolt supplier cannot hold large stocks and sell in small quantities drawing from his stocks unless he has a suitable QA system to ensure transfer of lot numbers etc. to small quantities.)
Certificates confirming suitability of assemblies for pre-loading to accompany deliveries (Tests in accordance with EN14399 part 2 described below). The manufacturer shall specify the suitable methods for tightening in accordance with ENV1090-1 (This is the European equivalent of SANS2001 CS1. It is being replaced with ENV1090-2 in the foreseeable future. This document does not permit tightening using the “Turn of the nut methods” advocated by the SAISC.)
There are two acceptable alternative forms of packing permitted:
• Bolts, nuts, washers supplied by one manufacturer are packed together in one package and identified by assembly number and manufacturers ID. Certification that the assembly lot have been tested for suitability for pre-loading.
• Bolts, nuts, washers supplied by one manufacturer are packed in separate packages labeled with lot numbers of the components and manufacturers ID. The elements will be freely interchangeable within the deliveries of one nominal thread diameter and certified suitable for pre-loading for an extended lot.
 Clause 4.4 covers product requirements including:
Clause 4.4 covers product requirements including:
Dimensional tolerances
Mechanical properties of bolts (Table 2) (i.e. elongation, UT, yield [stress at 0.2% non-proportional elongation], stress under proof load, strength under wedge load and hardness) shall be per EN ISO 898-1 and that impact strength shall be per EN14399- 3 or 14399- 4 (i.e. this is in addition to the tests required by EN ISO 898-1). This is further amplified in Table 10 which gives the applicable test name used in EN ISO 898-1.
Mechanical properties of nuts both stress under proof load and hardness (14399-3 for HR system and 20898-2 for HV system apply). This is further amplified in Table 11 which gives the applicable test name used in EN ISO 898-1.
Mechanical properties for washers i.e. hardness (14399-5 and 14399-6 apply). This is further amplified in Table 12 which gives the specification number for this test i.e. EN ISO 6507-1.
Functional characteristics are further detailed in Table 13 and shall confirm that assemblies comply with maximum force during tightening test and the angle of rotation of the nut ΔØ2 between the points indicated on figure 2 on page 43 (The figure is from14399-2). The results that are required to be recorded from a rotation test on an assembly are used to plot such result graphs from which the results are evaluated. (Getting rather complicated to say the least!)
Clause 4.4.5 tells us how to mark components of assembly and the letter H is used for bolts suitable for pre-loading. The addition of the letter R or V defines the system i.e. marking will be HR or HV (i.e. grade 10.9S mark will disappear in future and be replaced by HR).
Clause 4.5 makes some remarks and cross refers to corrosion protection documents.
Clause 5 covers dimensional tolerances, how to measure them and the like. It is also where you will find the tables 10, 11, 12 and 13 referred to and summarised above.
Clause 5.5 covers acceptance criteria:
“All fasteners tested for conformity evaluation shall pass the tests to be in conformance with this document.” (ie. no non-conformance is permitted.)
Clause 6 covers “Evaluation of conformity”: Proof of:
Initial conformity and type testing
• on first use of the document
• at the start of new or modified design assembly, raw material supplies
• at the beginning of new or modified factory process
• if the performance characteristics will not be affected when compared to previous tested lots this type of testing may be reduced. (As long as methods, sampling procedure, reporting system has not changed)
Ongoing “factory production control including product assessment”
Clause 6.5.2 covers sampling requirements and is covered in Table 14 in detail (i.e. lists the tests referred to in 4 above) but can be summarised as:
Initial testing 5 tests
• per diameter
• by manufacturing method,
• by property class,
• by coating type,
• by material source.
Periodic audit 5 tests per assembly lot
NOTE: All samples shall pass the tests.
Clause 6.3 covers factory production control (FPC) which should conform to the requirements of ISO 9001. The need for written manuals and methods, regularity of process control checking, keeping records, auditing the system, the need to use trained personnel, calibrated equipment, control of raw materials and the like are all covered. Table 15 spells out the frequency of tests and recording requirements:
For components (strength under wedge loading or hardness for bolts, hardness for nuts and washers) required in the FPC and translates into one piece per hour or continuous processes or one piece per batch.
For assemblies 5 per assembly lot
Clause 6.3.8 calls for traceability being a specific requirement.
Clause 6.4 covers the minimum full audit requirements (twice in the first year) once per year thereafter subject to no major non-conformances occurring.
Annexure ZA is described as informative and covers guidance to conform with the requirements of getting the CE mark.
Part 2: High-strength structural bolting assemblies for preloading: Suitability test for preloading
 Clause 1 covers the scope which is to verify the suitability of bolt assemblies for preloaded connections.
Clause 1 covers the scope which is to verify the suitability of bolt assemblies for preloaded connections.
Clause 2: Normative references
Clause 3: Terms and definitions (no new ones)
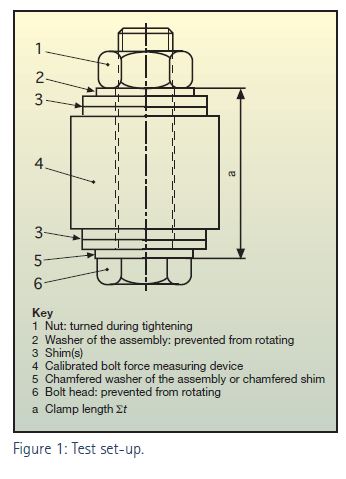
Clause 4: 30 symbols and units are definedClause 5 covers the principle of the test which is to tighten the assembly and measure the following parameters (figure 1 page 44):
The bolt force
The relative rotation between the bolt and the nut
The torque (if required)
The bolt elongation (if required)
 Clause 6 spells out the requirements for the
Clause 6 spells out the requirements for the  test apparatus.
test apparatus.
Clause 7 covers test assemblies which should:
Be taken from a ‘single assembly lot’ or from an ‘extended assembly lot’.
Each assembly shall be used only once.
Unless otherwise agreed the test assemblies will be in the condition as supplied by the manufacturer without extra lubrication.
Clause 8 defines the test set-up rig as follows with the sophisticated bit being item 4 (load cells) (figure 1 page 44).
Chapter 9 covers the test procedure and covers:
Temperature between 10 and 35 °C
Rotate the nut continuously recording measurements throughout the test.
Speed or rotation to be between 1 and 10 turns per minute.
The bolt must not rotate nor the washer under the nut. If they do the test is invalidated
The test stops when:
• The angle of rotation exceeds requirements.
• The bolt force drops to Fp (see figure 3).
• The bolt fractures.
The following curves shall be determined:
• The rotation/ bolt force relationship (figure 3)
• The torque / bolt force relationship (if required): figure 3 is used to determine k factors.
• The elongation/ bolt force relationship (if required): figure 4 is used to determine 0.2 % strain.
• The bolt force for a specified torque is determined from plotting figure 5.
Clause 11 covers the requirements for the test reports and shall include as a minimum the following:
ID of the organisation and laboratory doing the testing
Date of receipt of assemblies and date of testing
ID number of the assembly lot or extended assembly lot
Number of assemblies tested
Designation and marking of the assemblies
Coating and lubrication finish
Test clamp length and other details of the test rig including rigidity
Tightening conditions and speed of tightening, number of shims etc.
Remarks concerning the tests
That the test results are in accordance with the standard
Evaluation of the functional characteristics of the tested assemblies in relation to the relevant product standards. Conclusions
 Annexure A gives information on how to deal with long bolts, short bolts, that the lubricant can be altered, what to do if the head of the bolt is the turned part (and not the nut) and finally that ‘discontinuous tightening’ is permitted.
Annexure A gives information on how to deal with long bolts, short bolts, that the lubricant can be altered, what to do if the head of the bolt is the turned part (and not the nut) and finally that ‘discontinuous tightening’ is permitted.
Part 3: High-strength structural bolting assemblies for preloading- System HR-Hexagon bolt and nut assemblies
Clause 1 covers:
Bolt and nut assemblies suitable for HR type applications i.e. (preloaded to 0.7 times the nominal tensile strength times the stress area), bolts in HSFG applications – from 12 dia to 36 dia. The bolts must be sufficiently ductile to achieve this condition.
Bolts and nuts for both class 8.8/8 and 10.9/ 10
Nuts are to be style 1 EN ISO 4032, thread length to be per ISO 888 (as per figure 2 below).
Recommendations are made in ENV1090-1 for their proper application.
Clause 2: Normative references.
 Clause 3: Dimensional information; specifying the
Clause 3: Dimensional information; specifying the  bolts and nuts and their associated standards; proof loads for nuts; hardness of
bolts and nuts and their associated standards; proof loads for nuts; hardness of  nuts; marking of bolts and nuts.
nuts; marking of bolts and nuts.
Clause 5 covers the correct (ordering) designation e.g. Bolt/ nut assembly EN14399-3 – M20 x 80-10.9/ 10 – HR.
Clause 7: Functional characteristics of the bolt nut washer assembly to be in accordance with ISO EN 14399-2.
Maximum bolt force in testing is to be 0.9 x nominal tensile strength x stress area of the bolts.
Table 7.4 covers the requirements for Δθ2 (see figure 2 on page 43) the required rotation of the nut at the higher stress levels.
K1 class k factors are described.
Part 4: High-strength structural bolting assemblies for preloading – System HV-Hexagon bolt and nut assemblies
Clause 1 covers:
Bolt and nut assemblies suitable for HV type applications i.e. (preloaded to 0.7 times the nominal tensile strength times the stress area), bolts in shear applications (the shear plane to be in the unthreaded shank) from 12 dia to 36 dia. The bolts must be sufficiently ductile to achieve this condition.
Bolts and nuts to class grade 10.9/ 10 only.
Nuts are to be 0.8d, thread lengths are to be ‘short thread lengths’.
NOTES: The main difference in dimensions between HR and HV bolts/ nuts are:
HV bolts have ‘long unthreaded lengths’ to allow for the shear plane to be in the unthreaded portion per European practice, HR has thread most of the length.
HR nuts are thicker than HV nuts.
Recommendations are made in ENV1090-1 for their proper application.
Clause 2: Normative references
Clause 3: Dimensional information; specifying the bolts and nuts and their associated standards; proof loads for nuts; hardness of nuts; marking of bolts and nuts.
Clause 5 covers the correct (ordering) designation e.g. bolt/ nut assembly EN14399-3 – M20 x 80-10.9/ 10 – HV.
Clause 7: Functional characteristics of the bolt nut washer assembly to be in accordance with ISO EN 14399-2.
Maximum bolt force in testing is to be 0.9 x nominal tensile strength x stress area of the bolts.
Table 7.4 covers the requirements for Δθ2 (see figure 2 on page 43) the required rotation of the nut at the higher stress levels.
K1 class k factors are described.
Because of the requirement for the shear plane to be well on to the unthreaded portion of the shank, a table of ‘clamp lengths’ for different lengths of bolts are specified in the code.
Parts 5 and 6: High-strength structural bolting assemblies for preloading: Plain washers and plain chamfered washers (Parts 5 and 6 are identical except part 6 has the dimensions for chamfered washers) (see figure 1 above).
The chamfers are intended for use under bolt heads and the chamfers are required to clear the radius(r) on detail X above. The specifications cover dimensions and hardness requirements, designation and marking.
CONCLUSION
There is no doubt that conforming to the requirements of ISO 898-1 of 2009 and 14399 parts 1-6 is presenting all bolt manufacturers (not only South African manufacturers) problems and the need to upgrade process controls that will ensure that hardness requirements are now met. SA bolt manufacturers are gearing up to meet these requirements and we are sure that it will not be long before they can proudly boast ‘Buy South African’ to meet the stringent requirements of the new European specifications. For any enquiries regarding structural bolting issues in South Africa contact Paolo at paolo@saisc.co.za[/vc_column_text][/vc_column][/vc_row]