


{kind=link}
Project Overview
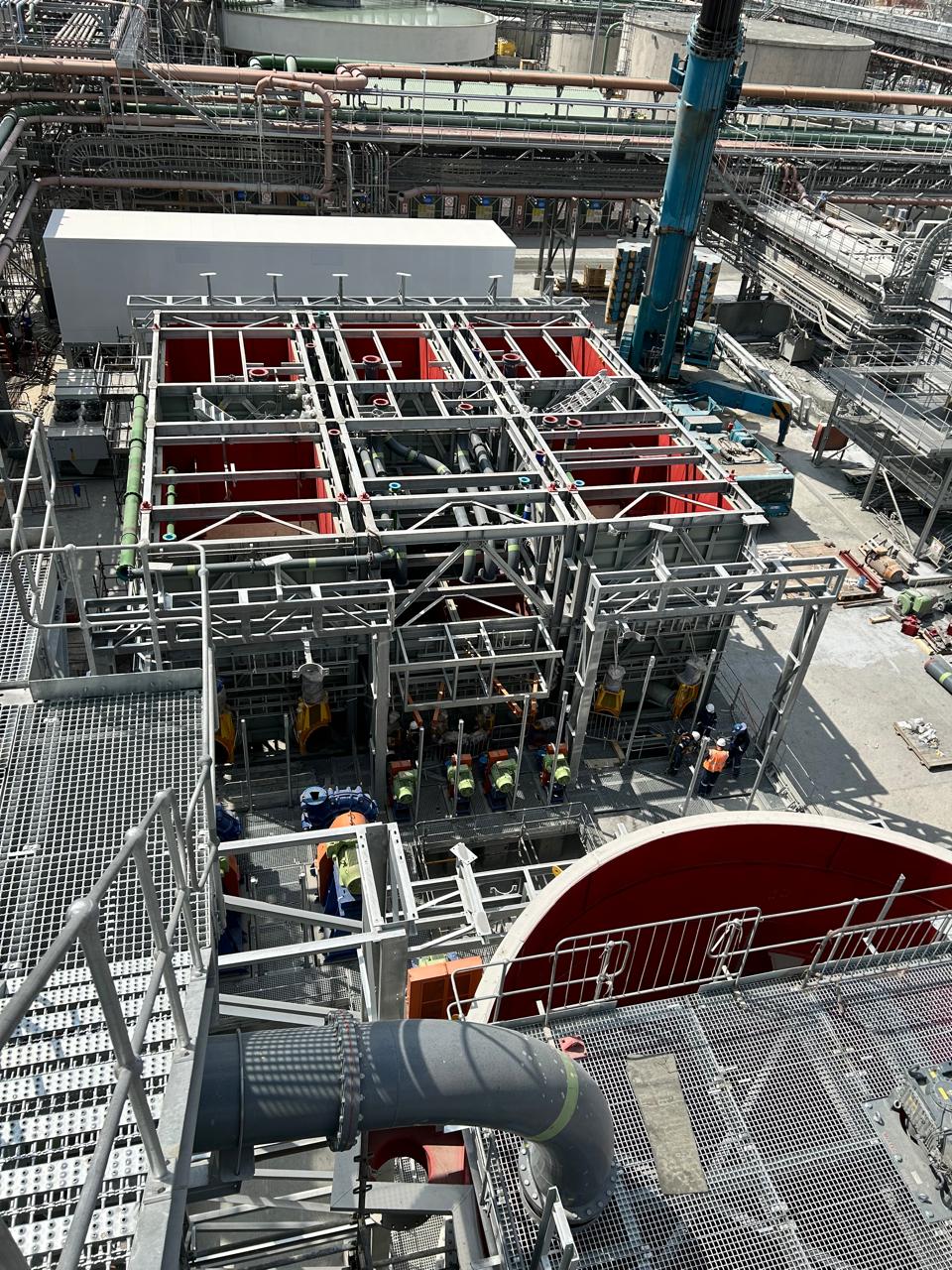
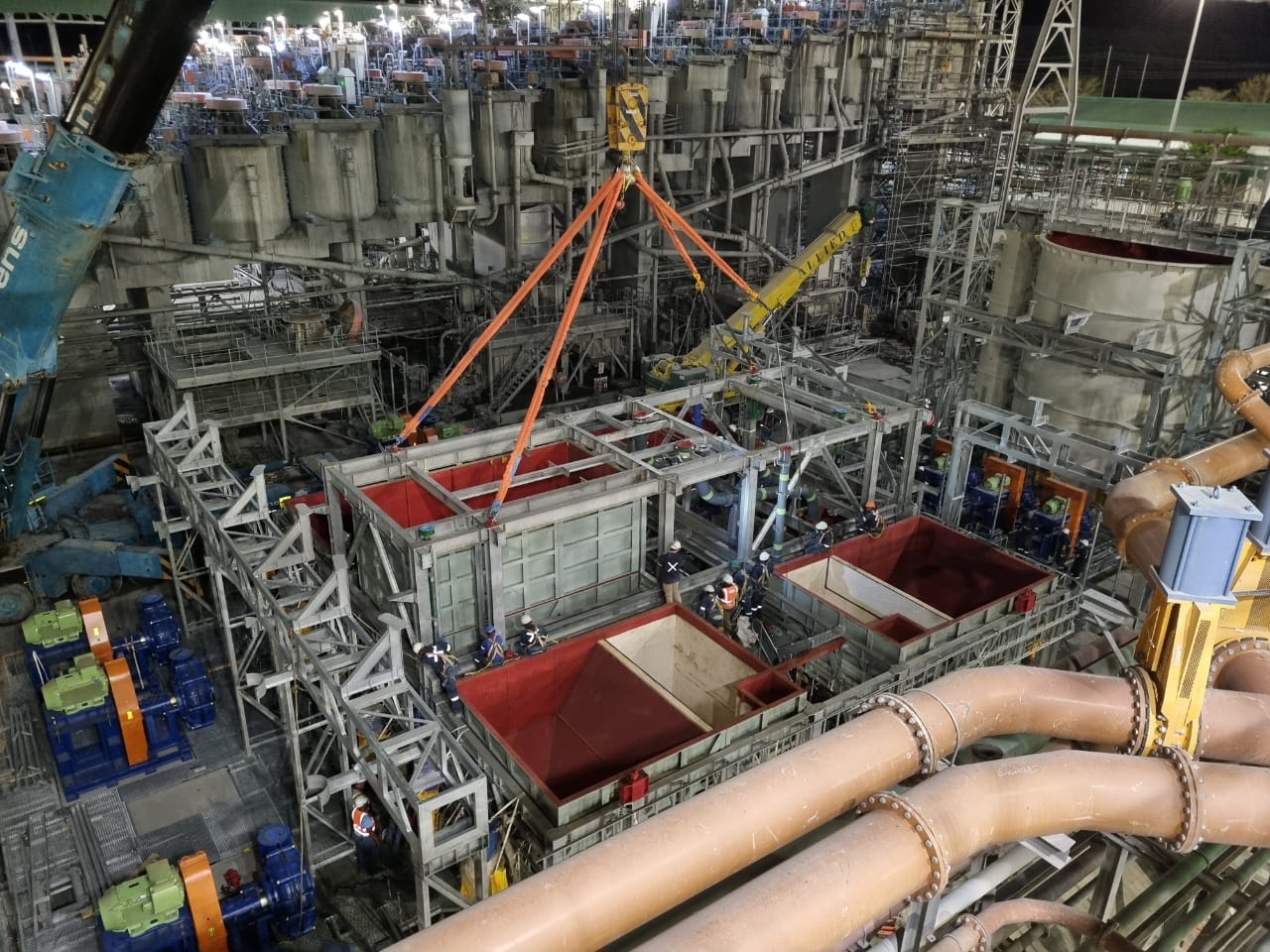
The slurry concentrator modules were designed as fully modular steel structures integrating screen supports, pump platforms, crane beams, tank tops, and walkways. The framing consisted of hot-rolled steel beams, columns, and bracing, arranged into stacked modules to form a complete plant.
Top modules supported the Jameson Cells and allowed for access and maintenance through a false-floor installation.
Level modules (2-5 and ground) housed sumps and process plant equipment.
False floors and walkways provided safe operator access while ensuring adequate head clearance for maintenance.
All modules were designed in compliance with AA Specifications 114001 and SANS10162codes and were verified using finite element analysis (FEA) for load transfer, vibration, seismic, and wind effects.
All welded connections were completed off-site, with only bolted connections executed on site to ensure modularity and construction efficiency.
To maintain consistency, the structural design of each module followed a standardised template, the only floor supports adjusted to suit specific mechanical and process requirements on each level. Floor heights were modified where necessary to accommodate process needs, while overall geometry and detailing were optimised to minimise transport dimensions and simplify site assembly.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}